-
The vulcanization process includes three main phases: pre-treatment, vulcanization, and post-treatment. After vulcanization, the rubber must be cooled, separated, and shaped. Cooling is usually achieved using water or gas circulation, bringing the rubber down to below room temperature before handling.
When evaluating a reinforced vulcanizing press, consider more than just price. Key factors include equipment quality, technical specifications, performance reliability, and after-sales support. A well-balanced investment offers higher operational efficiency and longer service life.
Customization depends on the type, size, and volume of materials you need to vulcanize. You’ll need to determine the required vulcanizing area, operating temperature, and curing time to define the press’s specifications. We can support custom builds based on your project requirements.
Yes. Operating procedures include inspecting the machine, installing the mold, setting key parameters (such as time, pressure, and exhaust), and preheating the temperature control system. Once the set temperature is reached and held, material is loaded and vulcanization begins.
Always wear protective gloves when handling molds to avoid burns. Ensure the mold is centered properly inside the press, adjust pressure according to mold size and recommended settings, and never exceed pressure limits. Avoid placing uneven or warped materials between the platens, as this can cause the vulcanizer malfunction and reduce operational efficiency.
For high corrosion resistance, stainless steel components are ideal. In environments where abrasion resistance is critical, carbon steel may be a more effective choice.
Follow the correct operating procedures to avoid unnecessary damage or accidents. Keep the machine clean, replace worn parts promptly, and perform regular inspections to ensure consistent performance.
Key considerations while purchasing a conveyor belt vulcanizing press include temperature control, vulcanization time, pressure and environment, mold design, maintenance and support. Choosing the right combination of these factors will maximize long-term value.
Absolutely. During vulcanization, heat activates chemical crosslinking reactions that form a stable network structure within the rubber. This process significantly enhances hardness, tensile strength, and durability.
Our vulcanizing machines are designed for a variety of working conditions, including high-temperature, humid, rugged, compact, and large-scale industrial environments.
Our heating plates feature low energy consumption, fast heat-up times, and flexible surfaces that ensure uniform contact with the belt, resulting in more efficient and effective splicing compared to conventional systems.
Use cotton yarn or a soft brush to gently wipe or scrub each part. Keeping the machine clean helps extend its service life and maintain consistent output.
There are three main types:
There are three main types conveyor belt vulcanizing presses. The portable vulcanizing presses are ideal for on-site belt splicing and emergency repairs whereas workshop vulcanizing presses are used in controlled indoor environments for precise splicing. The belt repair vulcanizing presses are designed for spot repairs, puncture repairs, edge repairs, and longitudinal tear repairs.
A vulcanizing press has three essential components. The heating plate heats the belt to the required temperature, pressure system applies the necessary force for bonding, and the temperature control system maintains precise heat levels to ensure splice quality.
Cure time varies depending on belt type and thickness, but it typically ranges from 30 minutes to 1 hour.
The temperature usually falls between 140°C and 160°C (284°F to 320°F), depending on the belt material.
Not all belts are suited for vulcanization. Some may require mechanical fasteners or alternative repair methods, depending on the application and field conditions.
With proper maintenance, a vulcanizing press can operate reliably for over 10 years, making it a long-term investment for your belt maintenance operations.
A vulcanizing press is designed for repairing damaged or worn rubber conveyor belts, especially in on-site environments. These splicing machines are compact, easy to operate, and ideal for addressing belt damage quickly and effectively.
In industrial settings, conveyor belts are essential for material handling, and joint wear is inevitable. Replacing an entire belt is costly and time-consuming. A vulcanizing press allows for on-site repair, significantly reducing both material costs and downtime. Vulcanization is generally preferred for belt splicing due to its superior strength, longer service life, and cleaner operation.
For coal mines using PVG belts, a vulcanizing press is the ideal solution. Our vulcanizing presses offer adjustable temperature control from 0–200°C, meeting the typical 130°C curing requirement for PVG belts. After vulcanization, the belt naturally cools to below 70°C within 15–20 minutes greatly minimizing production delays. The vulcanizing machine is durable and efficient, making it a perfect fit for the demands of coal mining.
Yes. We recommend using a hydraulic vulcanizing press. Our hydraulic models offer surface pressure up to 125 N/cm², which improves the bonding strength and static stiffness of the belt after vulcanization. It also reduces the release of volatiles during high-temperature curing, resulting in a stronger, longer-lasting splice.
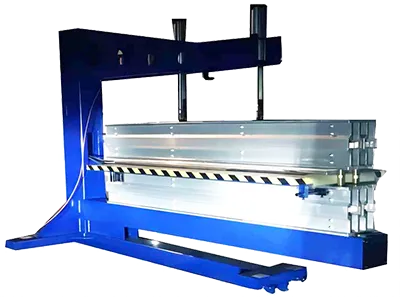
The KR-200 stationary vulcanizing press is ideal for high-volume belt installation. It’s an upgraded version of the standard press, featuring higher efficiency and added safety mechanisms, such as an automatic safety-lock lifting system and built-in rollers for mobility. This model is specifically designed for intensive splicing tasks in mining operations.
Yes, but it’s essential to ensure the vulcanizer matches the belt material, whether fabric, steel cord, or rubber, as well as the required temperature, pressure, and platen size for effective splicing.
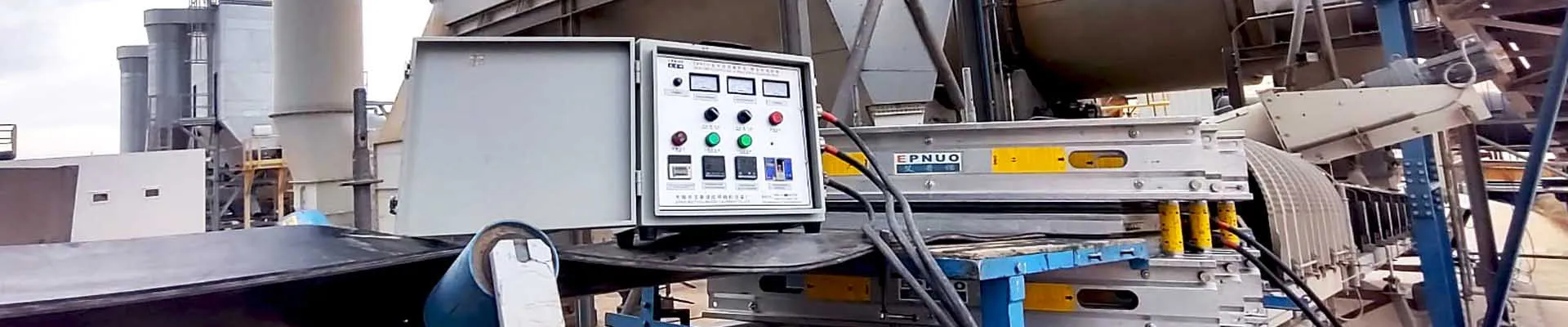
Conveyor belt vulcanizers are widely used in mining, metallurgy, coal, cement, chemical processing, and other bulk material handling industries.
For example, in coal mines, vulcanizers are used to repair and join belts transporting coal. In cement plants, they help maintain conveyor systems critical to the production line.
Vulcanizing temperature and duration depend primarily on the belt material and thickness. For standard rubber conveyor belts, the typical vulcanizing temperature ranges between 140°C and 150°C. As a general rule, allow approximately 4 minutes per millimeter of belt thickness to ensure proper curing.
The three most critical factors are temperature, pressure, and time. Additionally, the type and amount of vulcanizing agent, the rubber compound formulation, and the quality of raw materials also affect the vulcanization process and the final performance of the rubber product.
Yes. During vulcanization, hot presses may release harmful gases, such as sulfur dioxide, which can contribute to air pollution. If not properly managed, waste heat generated during operation can also affect the surrounding environment. Additionally, rubber scrap materials should be handled and disposed of appropriately to prevent environmental contamination.
Yes, our hot vulcanizing presses are equipped with adjustable control systems that allow for continuous regulation of temperature and curing time within a defined range.
The vulcanizing press consists of a heating system, pressure system, control unit, and molding (press) plates.
Selection depends on several factors, including production capacity, product size and shape, required vulcanizing temperature and pressure, and budget.
The temperature control system maintains precision within a range of ±1°C to ±2°C, ensuring consistent curing quality.
In most cases, it is not recommended to make significant adjustments to vulcanization parameters during the process, as this may negatively affect the quality and performance of the rubber product. However, in certain situations such as minor deviations in temperature or pressure due to equipment fluctuations, small adjustments may be made, provided the operator has sufficient expertise and a strong understanding of the rubber material and vulcanization process to ensure product quality is not compromised.
To calibrate the temperature sensor, use a standard thermometer with known accuracy. Place both the thermometer and the sensor in the same controlled environment (such as a temperature-controlled oven or water bath). Gradually heat or cool to various temperature points, compare the readings, and adjust the sensor based on the deviations. For pressure sensor calibration, use a pressure calibration device. Connect it to the press’s pressure sensor and apply known pressure levels. Compare the sensor’s readings with the calibration standard and adjust as needed to align the readings accurately.
A hydraulic vulcanizing press offers more uniform pressure distribution during the splicing process, resulting in greater consistency and dimensional accuracy. Its hydraulic system allows precise control over pressure and speed to meet varying process requirements. Additionally, it operates more quietly and delivers higher energy efficiency than many conventional models.
A typical hydraulic vulcanizing press consists of main press body, clamping mechanism, hydraulic system, heating system and control system.
Begin by inspecting the performance of all key components, including the heating system, pressure system, and control unit. Set the appropriate temperature and pressure parameters according to your vulcanization requirements. Conduct a no-load trial run to ensure stable operation and check for any abnormal noise or vibration.
The WK vulcanizing presses are compact, lightweight, and easy to operate and transport, making them suitable for field use and quick deployment.
These presses are typically compact and lightweight, making them easy to carry and use in mobile applications. They are equipped with an integrated air-cooling system and internal air compressor, eliminating the need for external water pumps or compressors. The system also includes reliable automatic temperature and time control, allowing for precise adjustment of the vulcanization process.
While primarily designed for PVC belt splicing, it can also be used with certain thermoplastic materials that share similar properties, such as some types of TPU. However, it is not suitable for rubber or other materials with significantly different vulcanization requirements, as those require entirely different process conditions.
The performance and quality of vulcanizing tools play a crucial role in the effectiveness of the splicing process. For example, uniform heating and stable pressure from the vulcanizing press are essential for achieving consistent vulcanization. Inadequate tools, adhesives, or bonding materials can lead to issues such as under-curing, over-curing, bubbles, or poor adhesion at the splice area.
Key factors include your production scale and requirements, such as belt size and output volume, which help determine the appropriate press size and model. It's also important to evaluate tool performance, heating efficiency, pressure accuracy, and temperature uniformity all contribute to the overall quality and consistency of the splice.
A spot repair press is used for repairing small, localized damage to conveyor belts, such as punctures, cuts, or other minor surface defects.
The vulcanizing temperature is generally set around 145°C. The required time depends on the thickness of the belt, usually ranging from 15 to 30 minutes.
The selection depends on the belt’s weight, conveyor layout, and the clamping position. Choose clamps that can withstand the required load and offer easy handling. Modular clamp systems are preferred for convenience. Look for clamps with anti-slip gripping surfaces or internal grooves to improve hold. Also, consider the belt type (flat, sidewall, or chevron) and its width when selecting the correct model.
Belt clamps are typically made from either metal or engineering plastic.